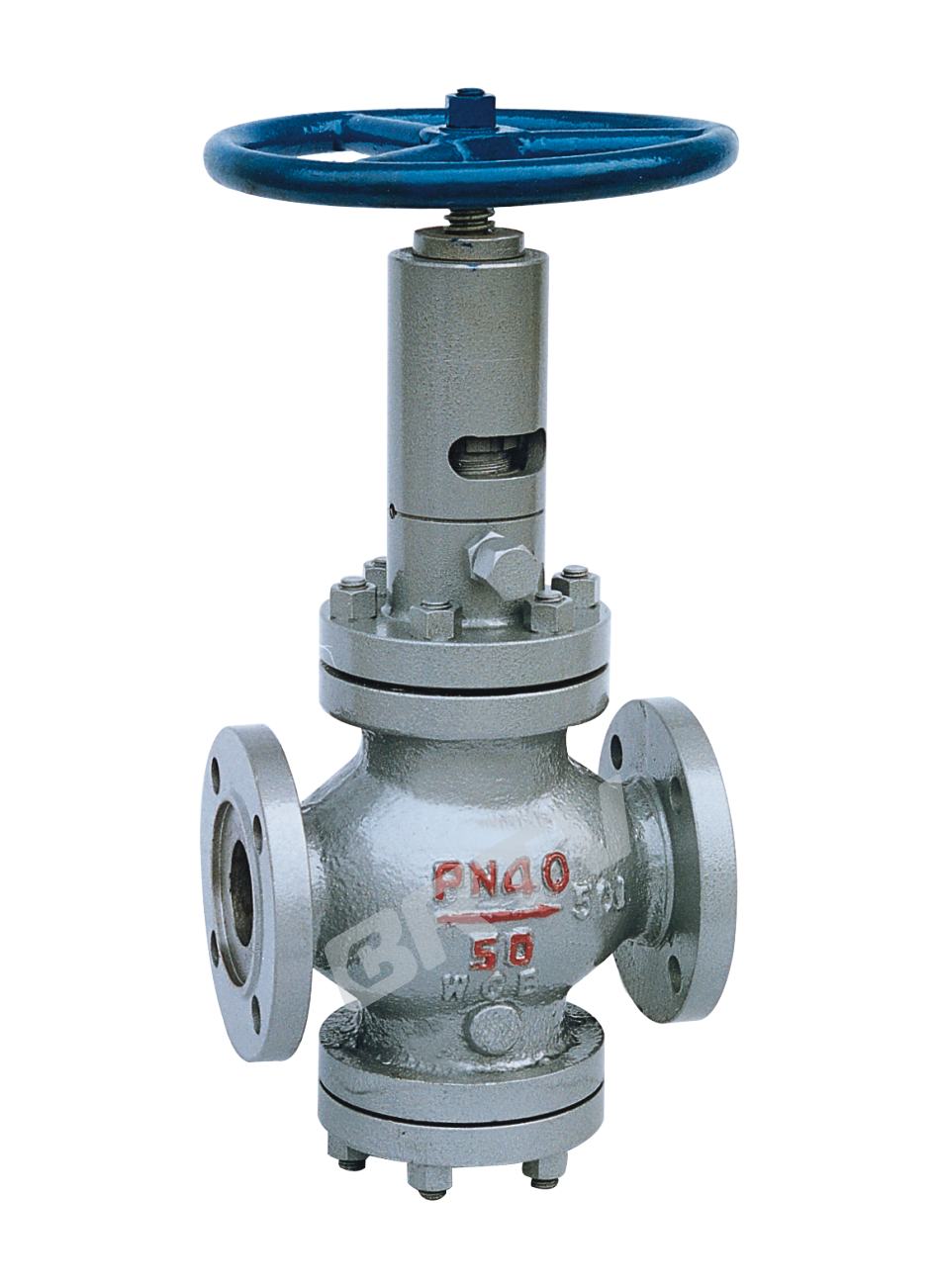
Product Overview
It's mainly used as the device of cutting off and throttling on the pipelines in systems of petroleum, natural gas, water and so on.
Product Features
- This valve is a brand-new throttle, stop and emptying product, uses a cage-like puzzle palace throttle and features a multiple-stage throttle effect, a notable throttle effect, a reliable seal and easy operation and maintenance.
• The sealing face of the seat ring uses a taper seal, benefit to the self-clean of the dirt absorbed onto the face.
• A balancing hole and a piston type seal are set on the valve's disc, making sure of a stable operation, light and flexible open-close and a small openclose torque.
• The dual-action type throttle valve also features a multiple-stage throttle function and a big throttle pressure differential and is suitable for throttle and stop under a big pressure.
• The valve can be on-line repaired and replacement of the packing etc. Series easily-worn-out parts can be done with a pressure with the pipeline.
• A bigger sewage removing hole is set on the bottom of the valve, it can be opened when necessary to clean up the dirt inside of the valve.
Technical Specifications
| Design Basis | GB |
|---|
| Design Standard | GB/T 12235 GB/T 12224 |
| Face-to-Face | GB/T 12221 |
| Flanged Connection | GB/T 9113 |
| Butt-Welding Connection | GB/T 12224 |
| Test and Check | JB/T 9092 GB/T 12224 |
| Materials | NACE MR0175 |
Main Parts and Materials
| Part Name | Carbon Steel (GB) | Carbon Steel (ASTM) | Stainless Steel (GB) | Stainless Steel (ASTM) |
|---|
| Body | WCB | A216-WCB | CF8 / CF8M | A351-CF8 / A351-CF8M |
| Bonnet | WCB | A216-WCB | CF8 / CF8M | A351-CF8 / A351-CF8M |
| Core Set | 25+ENP | A105+ENP | 12Cr18Ni9 / 06Cr17Ni12Mo2 | A182-F304 / A182-F316 |
| Disc | 20Cr13 | 420 | 12Cr18Ni9 / 06Cr17Ni12Mo2 | A182-F304 / A182-F316 |
| Stem | 20Cr13 | A182-F6a | 12Cr18Ni9 / 06Cr17Ni12Mo2 | A182-F304 / A182-F316 |
| O-Ring | | | NBR | |
| Bonnet Stud | 35CrMo | A193-B7 | 12Cr18Ni9 | A193-B8 |
| Bonnet Stud Nut | 45 | A194-2H | 12Cr18Ni9 | A194-8 |
| Packing | | | PTFE | |
| Packing Gland | 45 | 1045 | 12Cr18Ni9 / 06Cr17Ni12Mo2 | A276-F304 / A276-F316 |
| Yoke | WCB | A216-WCB | CF8 / CF8M | A351-CF8 / A351-CF8M |
| Yoke Sleeve | ZCuAl10Fe3 | C95500 | ZCuAl10Fe3 | C95500 |
| Hand Wheel | KTH350-10 | A47 / 32510 | KTH350-10 | A47 / 32510 |
| Fat Valve Note | | | 25 + Zinc-plated (package) | |
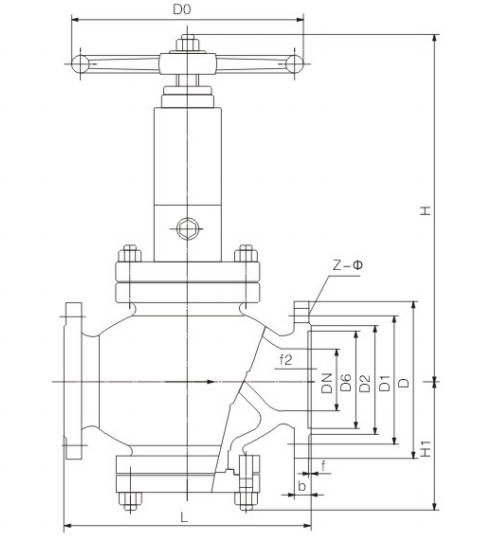
Main Dimension
| PN (MPa) | Dimension | DN25 | DN40 | DN50 | DN80 | DN100 | DN150 | DN200 | DN250 |
|---|
| FJL41Y 1.6MPa | L | 216 | 230 | 230 | 310 | 350 | 480 | 600 | 730 |
| H | 243 | 265 | 346 | 409 | 484 | 521 | 594 | 621 |
| H1 | 86 | 108 | 115 | 146 | 163 | 202 | 292 | 355 |
| D0 | 180 | 250 | 250 | 300 | 300 | 350 | 350 | 400 |
| WT (kg) | 17 | 24 | 27 | 52 | 60 | 125 | 165 | 285 |
| FJL41Y 2.5MPa | L | 216 | 230 | 230 | 310 | 350 | 480 | 600 | 730 |
| H | 243 | 265 | 346 | 409 | 433 | 521 | 594 | 621 |
| H1 | 86 | 108 | 115 | 146 | 163 | 202 | 292 | 355 |
| D0 | 180 | 250 | 250 | 300 | 300 | 350 | 350 | 400 |
| WT (kg) | 17 | 24 | 27 | 55 | 66 | 140 | 180 | 310 |
| FJL41Y 4.0MPa | L | 216 | 230 | 230 | 310 | 350 | 480 | 600 | 730 |
| H | 243 | 265 | 346 | 409 | 433 | 521 | 594 | 621 |
| H1 | 86 | 108 | 115 | 146 | 163 | 202 | 292 | 355 |
| D0 | 180 | 250 | 250 | 300 | 300 | 350 | 350 | 400 |
| WT (kg) | 20 | 29 | 32 | 67 | 80 | 168 | 215 | 372 |
| FJL41Y 6.4MPa | L | 216 | 230 | 230 | 310 | 350 | 480 | 600 | 730 |
| H | 243 | 265 | 346 | 409 | 433 | 521 | 594 | 621 |
| H1 | 86 | 108 | 115 | 146 | 163 | 202 | 292 | 355 |
| D0 | 180 | 250 | 250 | 300 | 300 | 350 | 350 | 400 |
| WT (kg) | 20 | 29 | 32 | 67 | 80 | 168 | 315 | 372 |
| FJL41Y 10.0MPa | L | 230 | 260 | 300 | 380 | 430 | 559 | 660 | 787 |
| H | 245 | 265 | 287 | 409 | 433 | 531 | 709 | 817 |
| H1 | 78 | 106 | 110 | 152 | 169 | 225 | 321 | 399 |
| D0 | 200 | 250 | 300 | 350 | 250 | 400 | 500 | 500 |
| WT (kg) | 29 | 42 | 55 | 95 | 120 | 240 | 310 | 530 |
| FJL41Y 16.0MPa | L | 230 | 260 | 300 | 390 | 450 | — | — | — |
| H | 215 | 265 | 237 | 414 | 440 | — | — | — |
| H1 | 78 | 105 | 110 | 155 | 175 | — | — | — |
| D0 | 200 | 250 | 300 | 350 | 350 | — | — | — |
| WT (kg) | 35 | 50 | 65 | 116 | 145 | — | — | — |
Manufacturing Process
Step 1: Order and Design
Based on the operating parameters provided by the customer—such as nominal pressure, nominal diameter, applicable media, connection methods, and material requirements—we develop a production plan for the throttle shut-off venting valve.
The technical department completes drawing confirmation, structural design, material selection, and process review to ensure the product meets operational requirements and relevant standards.
Step 2: Forging & Casting
Major pressure-bearing components, such as the valve body and bonnet, are typically formed from forged or cast blanks.
After blank production, the parts undergo sand removal, deburring, heat treatment, and initial visual inspection to ensure stable internal material structure and the absence of obvious casting defects, providing a qualified foundation for subsequent machining.
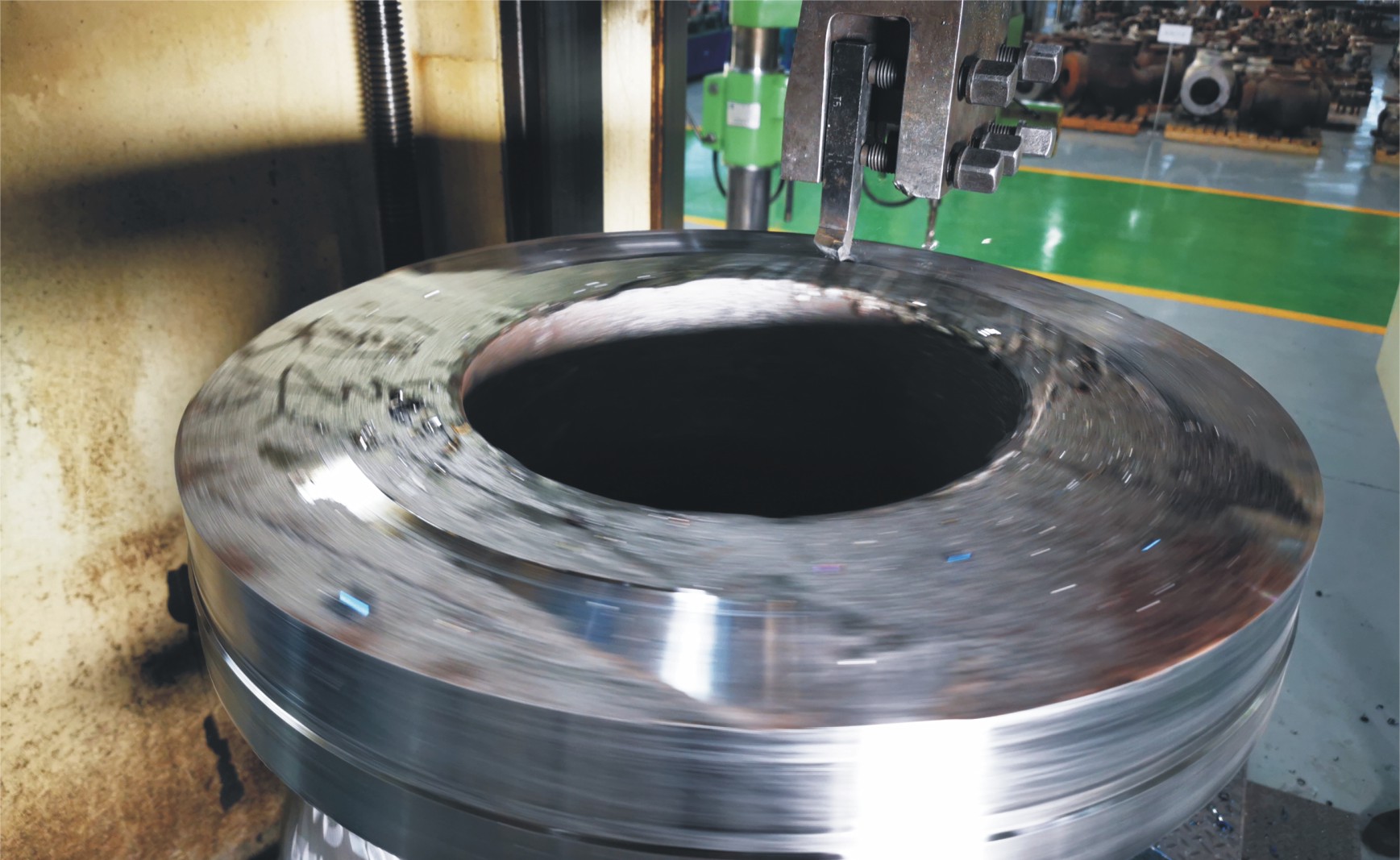
Step 3: Machining
Machining is performed on components such as the valve body, bonnet, stem, disc, and seat, including turning, drilling, boring, milling, threading, and finishing of sealing surfaces.
During the machining of the throttle shut-off venting valve, special attention is paid to controlling the precision of the seat sealing surface, stem concentricity, and connection end dimensions to ensure the valve’s throttling, shut-off, and venting performance meets design requirements.
Step 4: Assembly
All parts proceed to the assembly process after passing inspection.
Following the assembly procedure, the valve seat, disc, stem, packing, bonnet, and handwheel are assembled in sequence. The opening and closing stroke and operational smoothness are adjusted to ensure the throttle shut-off venting valve is structurally sound and operates smoothly.
Step 5: Testing & Quality Assurance
Upon completion of assembly, the throttle shut-off venting valve undergoes comprehensive inspection and testing, typically including body strength testing, sealing tests, low-pressure air tightness tests, and operation checks.
At the same time, final confirmation is performed on critical dimensions, surface quality, and markings to ensure the product meets factory quality requirements.
Step 6: Painting and Finishing
Valves that pass testing undergo surface cleaning, rust prevention treatment, and spray painting.
Subsequently, nameplate installation, specification marking, finished product packaging, and pre-shipment inspection are completed to ensure the product has a clean appearance, clear markings, and is suitable for transportation and on-site installation.
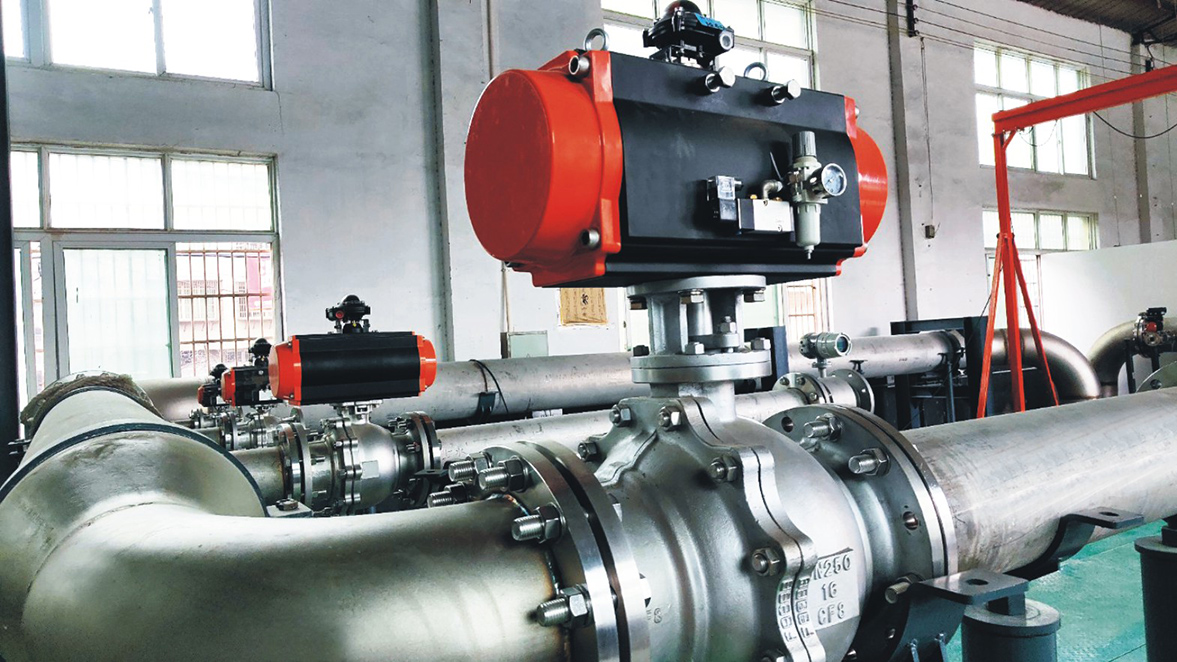
Applications
Primarily used in shut-off devices for industrial pipelines in the oil and gas storage and transportation, refining, and chemical industries
These valves are widely used in:
Agriculture and Irrigation
Factory Environment
Why Choose Us
Superior Quality
Our valves are manufactured using premium materials and undergo rigorous quality testing to ensure reliable performance in demanding industrial applications.
Advanced Technology

Equipped with state-of-the-art CNC machining centers and precision manufacturing equipment, we deliver valves with exceptional accuracy and consistency.
Competitive Pricing

Through optimized manufacturing processes and bulk material procurement, we offer high-quality valves at competitive prices without compromising on quality.
Expert Support
Our experienced technical team provides comprehensive support from product selection to after-sales service, ensuring optimal valve performance for your specific application.