Temperature Control Valve
Temperature Control Valve is one of the self–operated temperature controlled control valve series of the executive unit products. The actuator and the control valve constitute the electric control valve, which is one kind of actuator to measure in the industrial process and control temperature in the control mechanism. It has built–in servo amplifier, and standard PT100 thermal resistance, which adopts single phase 220VAC power supply as the power, and magneto motor as the driving motor. It is an intelligent instrument of scientific and technological innovation, which is composed by micro–processing digital control circuit and mechanical transmission.
The temperature control valve actuator of temperature controlled valve series has the advantages of small size, light weight, high torque, low noise, high precision. Besides, it has features of smooth operation, strong anti–interference, high protection level. It is widely used in buildings, chemical, textile, food, medicine, beverage and other departments.
Standard Specifications
| Item | Specification |
|---|
| Manner | Straight Through Single Seat Cast Ball Valve |
| Nominal Diameter | 32, 40, 50, 65, 80, 100, 125, 150, 200, 250 mm |
| Nominal Pressure | ANSI Class 150, 300, 600; JIS 10K, 20K, 30K, 40K; PN 1.6, 4.0, 6.4 MPa |
| Type of Connection | Flange Type: FF, RF, RJ, TG, MFM / Weld Type: SW (40–50 mm), BW (65–250 mm) |
| Material of Body and Bonnet | SCPH2/WCB, SCPH21/WC6, SCS13A/CF8, SCS14A/CF8M, SCS16A/CF3M, Ti — Operating temperature and pressure range depend on material |
| Bonnet Manner | Normal Temperature (P): −17 ~ +230°C; Elongation Type I (e I): −45 ~ −17°C and +230 ~ +566°C; Elongation Type II (e II): −100 ~ −45°C |
| Gland Manner | Screw Fastening Type |
| Packing | V-type PTFE Packing, Graphite Packing |
| Gasket | Zigzag |
| Surface Coating | Blue (Epoxy). If the valve body material is stainless steel, coating is not applied. |
Flange Standard: JIS B2201–1984, JB/T79.1–94 (PN1.6MPA), JB/T79.2–94 (PN4.0, 6.4MPA), ANSI B16.5–2009, HG20592–2009, HG20615–2009
Cv Value and Stroke
| Nominal Diameter (DN) | Seat Diameter | Rated Cv | Rated Stroke |
|---|
| 32 | 25 | 10 | 25 |
| 32 | 32 | 17 | 25 |
| 40 | 25 | 10 | 25 |
| 40 | 32 | 17 | 25 |
| 40 | 40 | 24 | 25 |
| 50 | 32 | 17 | 25 |
| 50 | 40 | 24 | 25 |
| 50 | 50 | 44 | 25 |
| 65 | 40 | 24 | 40 |
| 65 | 50 | 44 | 40 |
| 65 | 65 | 68 | 40 |
| 80 | 50 | 44 | 40 |
| 80 | 65 | 68 | 40 |
| 80 | 80 | 90 | 40 |
| 100 | 65 | 68 | 40 |
| 100 | 80 | 99 | 40 |
| 100 | 100 | 175 | 40 |
| 125 | 80 | 99 | 60 |
| 125 | 100 | 175 | 60 |
| 125 | 125 | 275 | 60 |
| 150 | 100 | 175 | 60 |
| 150 | 125 | 275 | 60 |
| 150 | 150 | 360 | 60 |
| 200 | 125 | 275 | 100 |
| 200 | 150 | 360 | 100 |
| 200 | 200 | 640 | 100 |
| 250 | 150 | 360 | 100 |
| 250 | 200 | 640 | 100 |
| 250 | 250 | 820 | 100 |
Actuator
| Item | Pneumatic Diaphragm Type | Cylinder Piston Type | Electronic Type | Intelligent Type |
|---|
| Model | ZJHA/B (Required Controller) | ZTCLS (Required Controller) | 381 Series (Required Controller) | WKCSL Series |
| Structure | Multiple Springs Type | Single Action / Double Action | — | — |
| Service | Regulation | Regulation | Regulation | Regulation |
| Supply Gas Pressure / Supply Voltage | Supply Gas Pressure (spring range): 140–200 KPa, 160–100 KPa, 280–240 KPa, 400–240 KPa | Supply Gas Pressure: 300–500 KPa | Voltage: 220 / 380 V 50Hz; Input Signal: 4–20 mA DC | Voltage: 220 / 380 V 50Hz; Input Signal: 4–20 mA DC |
| Connector | Air Piping: RC1/4 | Air Piping: G1/8, G1/4, G1/2, G3/8 | Wiring: PG13.5 | Wiring: PG13.5 |
| Positive Action | Adding Pressure – Valve Will Be Closed | Adding Pressure – Valve Will Be Closed | Inputting the Signal – Valve Will Be Closed | Inputting the Signal – Valve Will Be Closed |
| Negative Action | Adding Pressure – Valve Will Be Opened | Adding Pressure – Valve Will Be Opened | Inputting the Signal – Valve Will Be Opened | Inputting the Signal – Valve Will Be Opened |
| Hysteresis | ≤1% FS (With Positioner); ≤3% FS (No Positioner); ≤5% (Match Type HA1) | ≤1% FS (With Positioner); ≤3% FS (No Positioner) | ≤ ±1% FS | ≤ ±1% FS |
| Limit of Intrinsic Error | ≤1% FS (With Positioner); ≤2.5% FS (Match HA1); ≤5% FS (No Positioner); ≤2% FS (Match Type HA1) | ≤1% FS (With Positioner); ≤5% FS (No Positioner) | ≤ ±1% FS | ≤ ±1% FS |
| Ambiance Temperature | Normal: −30 ~ +70°C; High Temperature: 0 ~ +100°C; Low Temperature: −40 ~ +40°C | Normal: −20 ~ +60°C; High Temperature: 0 ~ +100°C; Low Temperature: −50 ~ +60°C | −20 ~ +70°C | −25 ~ +70°C |
| Painting Color | Blue Scale 10B5/10 | Blue Scale 10B5/10 | Blue Scale 10B5/10 | Blue Scale 10B5/10 |
| Accessory | Positioner / Air Filtration Pressure Reducing Valve / Transmitter / Handwheel | Positioner / Air Filtration Pressure Reducing Valve / Transmitter / Handwheel | Integrated Type | Integrated Type |
Remark:
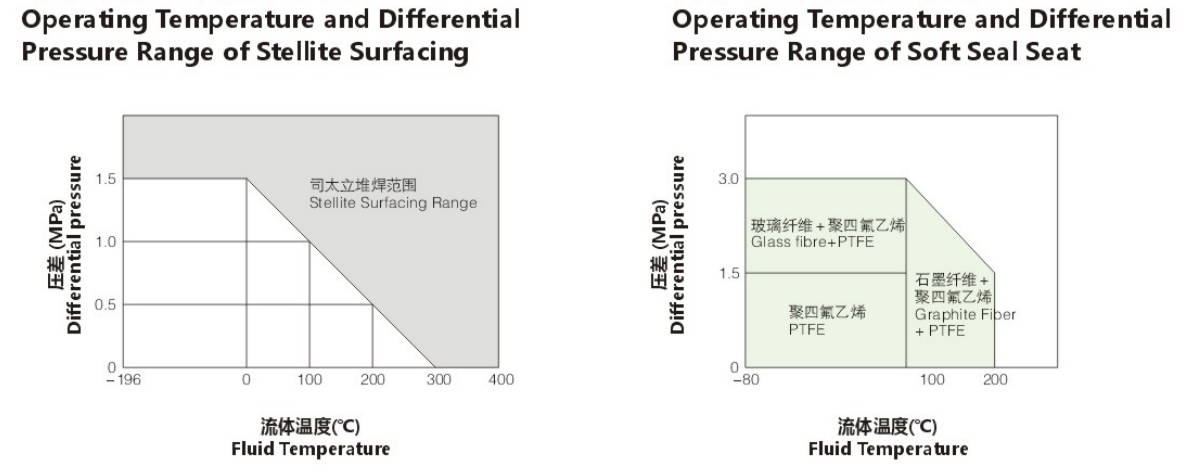
1.Hardening treatment: starlite surfacing or 440B hardening.
2.It is used for cavitation, flash evaporation of forbidden oil or other occasions with closing requirements. Regardless of the working temperature and pressure difference, it is recommended to surfacing sitailai alloy.
3.It is suggested that using 440B when the temperature of cavitation, flash or water is over 100℃.
Remark:
1.It is recommended to use metal seal when the occasions are saturated steam, hot water, or may cause corrosion and contain impurities.
2.It is used for soft seal by glass fiber and PTFE when treating oil prohibition.
Model Selection Parameter Table
| Nominal Diameter | Stroke | 10 | 12 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 125 | 150 | 200 | 250 |
|---|
| Cv (Equal Percentage) | - | 1.6 | 2.5 | 4 | 6.3 | 10 | 16 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 730 |
| Cv (Straight) | - | 1.8 | 2.8 | 4.4 | 6.9 | 11 | 17.6 | 27.5 | 44 | 69 | 110 | 176 | 275 | 440 | 690 | 820 |
| DN20 | 16 mm | ● | ● | ● | ★ | | | | | | | | | | | |
| DN25 | 16 mm | ● | ● | ● | ● | ★ | | | | | | | | | | |
| DN32 | 16 mm | ○ | ○ | ○ | ○ | ○ | ★ | | | | | | | | | |
| DN40 | 25 mm | | ○ | ○ | ○ | ○ | ● | ★ | | | | | | | | |
| DN50 | 25 mm | | | ○ | ○ | ○ | ● | ● | ★ | | | | | | | |
| DN65 | 25 mm | | | | | | ○ | ○ | ○ | ★ | | | | | | |
| DN80 | 40 mm | | | | | | ○ | ○ | ○ | ● | ★ | | | | | |
| DN100 | 40 mm | | | | | | ○ | ○ | ○ | ● | ● | ★ | | | | |
| DN125 | 40 mm | | | | | | | | ○ | ○ | ○ | | ★ | | | |
| DN150 | 60 mm | | | | | | | | | ○ | ○ | | ● | ★ | | |
| DN200 | 60 mm | | | | | | | | | ○ | ○ | | ● | ● | ★ | |
| DN250 | 60 mm | | | | | | | | | | | | ○ | ● | ● | ★ |
The Material of Valve and Components, Range of Using Temperature · Allowable Leakage of Seat
Body Material: Carbon Steel
| Category | Item | Type 1 | Type 2 | Type 3 |
|---|
| Body Material | | SCHP2 / A216-WCB | SCPH21 / A217-WC5 | SCPL1 / A352-LCB |
| Core | Material | SUS304/316 | SUS304/316 | SUS304/316 |
| Treatment | – | R.TFE | SS/SF |
| Seat | Material | SUS304/316 | SUS304/316 | SUS304/316 |
| Treatment | – | – | SS/SF |
| Guide Sleeve | Material | SUS420 | SUS420 | SUS420 |
| Treatment | HT | HT | HT |
| Gasket | Material | SUS316L | SUS316L | SUS316L |
| Allowable Leakage of Seat | ANSI | Class IV | Class VI | Class IV |
| Rated CvX | 0.01% | Bubble-Tight | 0.01% |
| Operating Temperature (°C) | SCHP2 / WCB Body | -17 ~ +425 | -17 ~ +230 | -17 ~ +425 |
| SCPH21 / WC6 Body | -17 ~ +566 | -17 ~ +230 | -17 ~ +566 |
| SCPL1 / LCB Body | -45 ~ +350 | -45 ~ +270 | -45 ~ +350 |
Body Material: Stainless Steel
| Category | Item | Type 1 | Type 2 | Type 3 |
|---|
| Body Material | | SCS13A / CF8 | SCS14A / CF8M | SCS16A / CF3M |
| Core | Material | SUS304/316/316L | SUS304/316 | SUS304/316/316L |
| Treatment | – | R.TFE | SS/SF |
| Seat | Material | SUS304/316/316L | SUS304/316/316L | SUS304/316/316L |
| Treatment | – | – | SS/SF |
| Guide Sleeve | Material | SUS304/316/316L | SUS304/316/316L | SUS304/316/316L |
| Treatment | – | R.TFE | ST |
| Gasket | Material | SUS316L | SUS316L | SUS316L |
| Allowable Leakage of Seat | ANSI | Class IV | Class VI | Class IV |
| Rated CvX | 0.01% | Bubble-Tight | 0.01% |
| Operating Temperature (°C) | | -196 ~ +566 | -45 ~ +230 | -196 ~ +566 |
R.TFE : Reinforced PTFE HT : Heat Treatment ST : Surfacing Staitalai Alloy SS : Partial Surfacing Staitalai Alloys SF : All Surfacing Staitalai Alloys
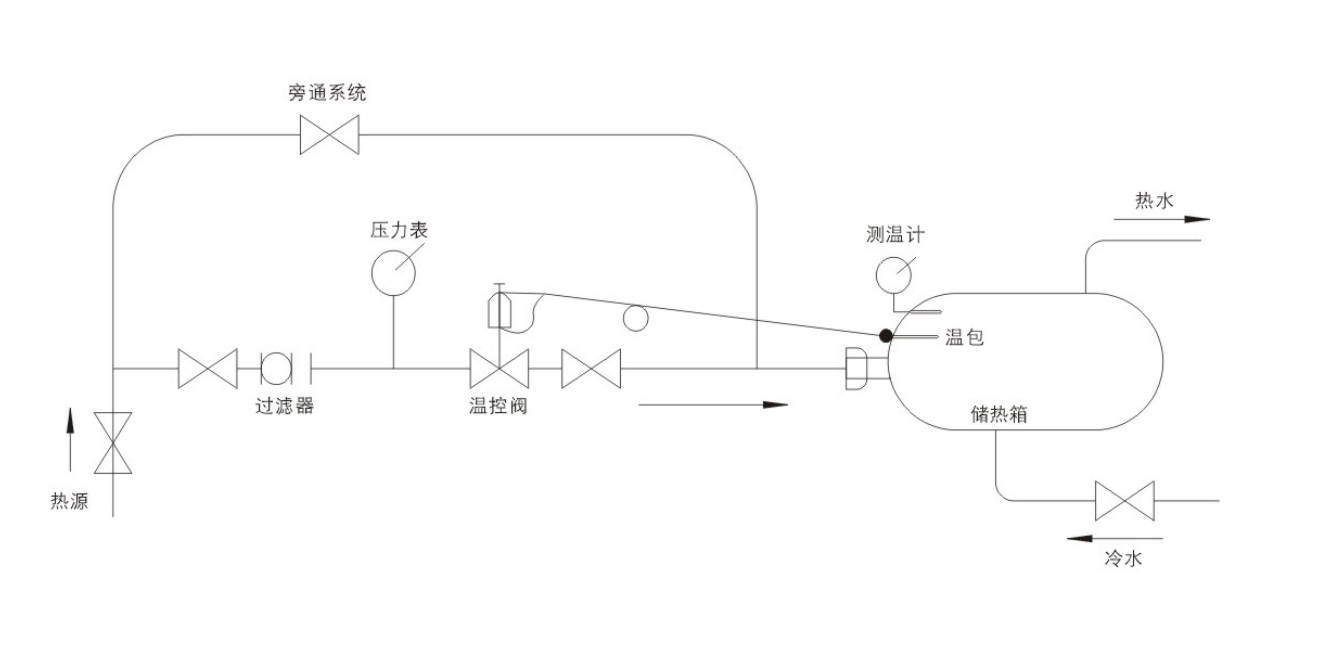
Fitting Arrangement
Allowable Differential Pressure
Unit:MPa
| Model | Voltage | 3/4 (20) | 1 (25) | 1 1/4 (32) | 1 1/2 (40) | 2 (50) | 2 1/2 (65) | 3 (80) | 4 (100) | 5 (125) | 6 (150) | 8 (200) | 10 (250) |
|---|
| WKCSL-202 | 110/220/380V | 2.38 | 1.52 | 0.93 | 0.59 | 0.38 | – | – | – | – | – | – | – |
| WKCSL-202 | 110/220/380V | 1.91 | 1.22 | 0.74 | 0.47 | 0.30 | – | – | – | – | – | – | – |
| WKCSL-202 | 110/220/380V | 4.77 | 3.05 | 1.86 | 1.19 | 0.76 | 0.45 | – | – | – | – | – | – |
| WKCSL-202 | 110/220/380V | 3.82 | 2.44 | 1.49 | 0.95 | 0.61 | 0.36 | – | – | – | – | – | – |
| WKCSL-204 | 110/220/380V | – | – | 2.79 | 1.79 | 1.14 | 0.67 | 1.21 | 0.28 | 0.18 | 0.12 | 0.03 | – |
| WKCSL-204 | 110/220/380V | – | – | 2.23 | 1.43 | 0.91 | 0.54 | 0.96 | 0.22 | 0.14 | 0.10 | 0.02 | 0.02 |
| WKCSL-204 | 110/220/380V | – | – | 4.66 | 2.98 | 1.91 | 1.13 | 1.51 | 0.47 | 0.30 | 0.21 | 0.08 | 0.05 |
| WKCSL-204 | 110/220/380V | – | – | 3.73 | 2.38 | 1.52 | 0.90 | 1.20 | 0.38 | 0.24 | 0.16 | 0.06 | 0.03 |
| WKCSL-208 | 110/220/380V | – | – | – | – | – | 1.35 | 2.34 | 0.57 | 0.36 | 0.25 | 0.11 | 0.08 |
| WKCSL-208 | 110/220/380V | – | – | – | – | – | 1.08 | 1.87 | 0.45 | 0.29 | 0.20 | 0.08 | 0.05 |
| WKCSL-208 | 110/220/380V | – | – | – | – | – | 2.26 | 2.92 | 0.95 | 0.61 | 0.42 | 0.20 | 0.17 |
| WKCSL-208 | 110/220/380V | – | – | – | – | – | 1.80 | 2.33 | 0.76 | 0.48 | 0.33 | 0.15 | 0.12 |
| WKCSL-210 | 110/220/380V | – | – | – | – | – | – | – | – | 0.97 | 0.67 | 0.35 | 0.32 |
| WKCSL-210 | 110/220/380V | – | – | – | – | – | – | – | – | 0.78 | 0.54 | 0.27 | 0.24 |
| WKCSL-312 | 110/220/380V | – | – | – | – | – | – | – | – | – | 0.72 | 0.32 | 0.20 |
Outline Drawing
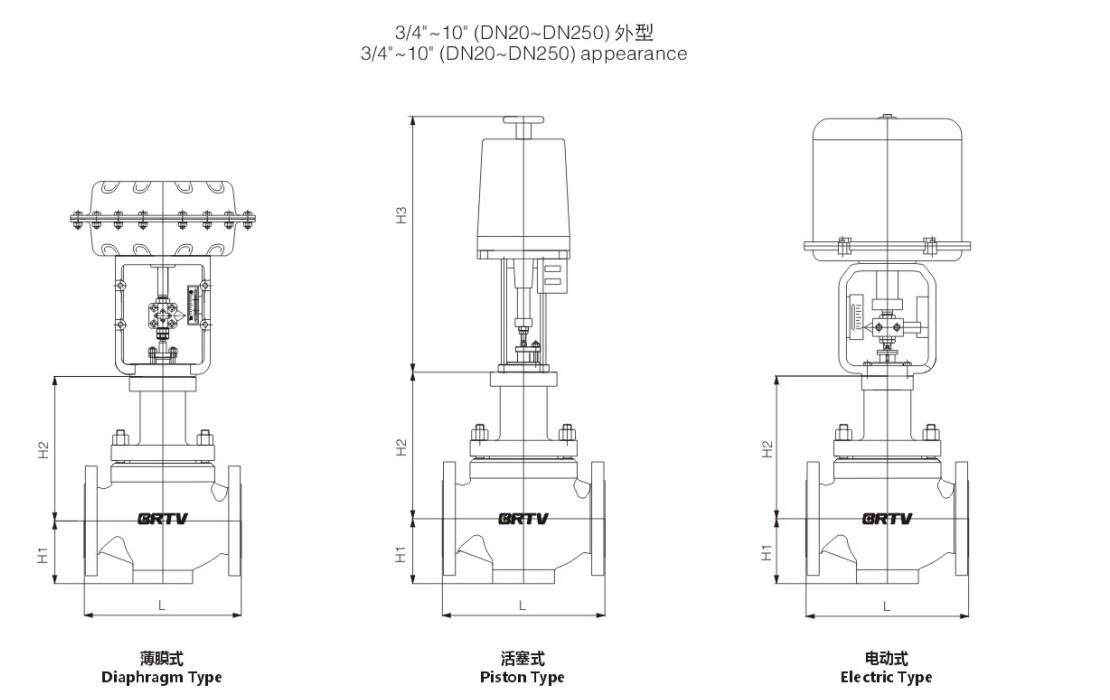
Appearance Dimension
Unit:mm
| DN (inch) | DN (mm) | L ANSI150 PN16/25 (GB/T12221) | L ANSI150 PN16/25 (GB/T17213.3) | L ANSI300 PN40 (GB/T17213.3) | L ANSI600 PN64/100 (GB/T17213.3) | H1 | H2 | H3 | Electrical Actuator | Pneumatic Actuator |
|---|
| 3/4 | 20 | 150 | 184 | 184 | 206 | 502 | 53 | 459 | WKCSL-202 | ZJHA/B 22 |
| 1 | 25 | 160 | 184 | 184 | 210 | 630 | 58 | 459 | WKCSL-202 | ZJHA/B 22 |
| 1 1/4 | 32 | 180 | 200 | 200 | 251 | 646 | 70 | 459 | WKCSL-204 | ZJHA/B 23 |
| 1 1/2 | 40 | 200 | 222 | 222 | 251 | 646 | 75 | 459 | WKCSL-204 | ZJHA/B 23 |
| 2 | 50 | 230 | 254 | 254 | 286 | 660 | 83 | 459 | WKCSL-204 | ZJHA/B 23 |
| 2 1/2 | 65 | 290 | 276 | 276 | 311 | 725 | 93 | 560 | WKCSL-208 | ZJHA/B 34 |
| 3 | 80 | 310 | 298 | 317 | 337 | 743 | 98 | 560 | WKCSL-208 | ZJHA/B 34 |
| 4 | 100 | 350 | 352 | 368 | 394 | 754 | 115 | 560 | WKCSL-208 | ZJHA/B 34 |
| 5 | 125 | 480 | 420 | 400 | 500 | 989 | 125 | 560 | WKCSL-210 | ZJHA/B 45 |
| 6 | 150 | 480 | 451 | 473 | 508 | 1040 | 143 | 560 | WKCSL-210 | ZJHA/B 45 |
| 8 | 200 | 600 | 600 | 568 | 610 | 1209 | 180 | 560 | WKCSL-210 | ZJHA/B 45 |
| 10 | 250 | 600 | 600 | 568 | 610 | 1209 | 180 | 788 | WKCSL-312 | ZJHA/B 56 |
Manufacturing Process
Step 1: Order and Design
Confirm the working conditions, including temperature range, pressure, flow media, flange standard, and control requirements of the temperature control valve. Then complete drawing design, material selection, and production planning according to customer specifications.
Step 2: Forging & Casting
The main body, bonnet, and other pressure-bearing parts of the temperature control valve are produced by casting or forging based on design requirements. Raw castings are inspected to ensure there are no cracks, shrinkage, or other defects before further processing.
Step 3: Machining
All key components of the temperature control valve, such as valve body, seat, plug, stem, and flange faces, are machined by CNC lathes, drilling machines, and milling machines. Dimensional accuracy and sealing surface finish are strictly controlled during this process.
Step 4: Assembly
After machining and cleaning, the parts of the temperature control valve are assembled, including trim parts, actuator, temperature sensing element, seals, and fastening components. Proper alignment and stroke adjustment are carried out to ensure stable operation.
Step 5: Testing & Quality Assurance
Each temperature control valve undergoes pressure testing, leakage testing, functional testing, and inspection of control response. Quality checks are performed to verify sealing performance, operating stability, and compliance with technical standards.
Step 6: Painting and Finishing
After passing inspection, the valve surface is cleaned, painted, and marked. Final finishing includes nameplate installation, packaging, and preparation for shipment.
Applications
Temperature control valves are widely used across various fields including industry, construction, energy, environmental protection, and others. In industry, they are mainly employed for flow, pressure, and temperature control in scenarios such as petrochemicals, power, pharmaceuticals, and food processing to ensure production safety and stability. In the construction sector, they are used for heating, air conditioning, and hot water systems in residential and commercial buildings to enhance comfort and energy efficiency. In the energy sector, they serve systems such as solar thermal energy, ground source heat pumps, oil and gas storage and transportation, and LNG. In the environmental protection field, they are applied in wastewater treatment, waste gas and solid waste disposal processes to ensure stable and efficient treatment. Additionally, they have important applications in specialized fields such as solar systems, constant-temperature swimming pools, biomedicine, and semiconductors, demonstrating the strong versatility and market demand of temperature regulating valves.
These valves are widely used in:
Agriculture and Irrigation
Factory Environment
Why Choose Us
Superior Quality
Our valves are manufactured using premium materials and undergo rigorous quality testing to ensure reliable performance in demanding industrial applications.
Advanced Technology

Equipped with state-of-the-art CNC machining centers and precision manufacturing equipment, we deliver valves with exceptional accuracy and consistency.
Competitive Pricing

Through optimized manufacturing processes and bulk material procurement, we offer high-quality valves at competitive prices without compromising on quality.
Expert Support
Our experienced technical team provides comprehensive support from product selection to after-sales service, ensuring optimal valve performance for your specific application.